主打产品

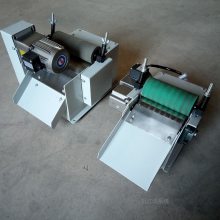
精加工磨床独立供液,过滤排削系统、冷却温控系统、供液系统及带自诊断功能的电气控制系统
| 产品特性: | 重力过滤 | 原理: | 重力沉降法 |
|---|---|---|---|
| 适用对象: | 润滑油 | 样式: | 带式 |
| 品牌: | 云帆 | 型号: | RFGL |
| 用途: | 固液分离 | 性能: | 高效过滤 |
| 滤料类型: | 无纺布 | 适用对象性质: | 弱腐蚀性 |
| 有效过滤面积: | 按要求m2 | 处理能力: | 按要求 |
| 产品类型: | 全新 | 设备重量: | 按要求Kg |
| 外形尺寸: | 按要求mm | 适用范围: | 汽车 |
| 规格: | 按要求 |

磨床冷却系统装置
生产数量: 2台
冷却液系统技术要求
设备使用背景及性能、原理描述:
该冷却液系统毛坯到半成品的半精加工磨床独立供液,能将切削液过滤、冷却后循环使用的自动化系统。标准过滤能力不低于180L/MIN,包括但不局限于过滤排削系统、冷却温控系统、供液系统及带自诊断功能的电气控制系统组成。
单件工件磨削量约 1.4*104 mm3 ,冷却液在经过过滤,冷却,控温,除油等流程后对磨床提供供液,分别用于砂轮冷却,床身冲洗。
环境温度5-45℃,制冷量不低于18000kcal/h,供液温度18℃-20 ℃
冷却供液泵流量不低于150 LPM@ 0.96Mbar
床身冲洗泵流量不低于100 LPM@ 0.27Mbar。
供液泵由主机控制,其他部件开机后即进行全自动运行状态,无需单独操作。
砂轮主冷却液供给可以提供两种不同的流量,支路管道通过调节阀进行控制流量:大流量(110 L/MIN),小流量(60L/MIN)
供给砂轮冷却液的管路需装有流量显示表,以便观察大、小流量数值
各液箱内需装有液位传感器,以***不会出现供液中断或者液箱任何部位发生溢流事故
冷却液箱的形状和结构要能达到这样的要求即:在箱内(特别是在箱子的角落里)不会积累磨屑。另外,流出的冷却液中也不能夹带磨屑。
冷却液箱上要设有冷却原液输入口,以方便冷却液的添加。
冷却液箱必须要能控制冷却液的容量/结构/温度,这样,才能***冷却液的温度,确保磨床在连续工作时的研磨精度稳定性。
冷却液箱至少有两部分:净液箱和脏液箱
冷却液箱的总容量必须要大于2000 升;要求从机床流出的脏的冷却液流到冷却液箱之前磁力分离器进行预分离,然后再次进入到脏水箱中的过滤,过滤后的干净切削液由冷却控温单元将温度控制在工艺要求的温度上,***由供液泵以一定的压力送入供液管供给用户机床或作冷却或冲洗之用。
所有切削液通道设计需考虑避免冷却液冲击产生的泡沫,不可有任何部位易产生泡沫而导致漫溢
冷却液的过滤和磨屑处理
一级过滤需采用强磁型高效磁性分离器,过滤量不低于300LPM
二级过滤可参考离心分离式或其他方式,至少一个月以上不需要人工清理或维护,过滤量不低于300 LPM。
最终评价淤泥回收率:0.02mm以上固态物 95 % 以上;评价方案需在协议签订前告知买方进行确认。
磨屑的排放位置应在磨屑收集箱(底部)的中间。
磨屑收集箱周围的设备和管路要有保护。
冷却液不得流入磨屑收集箱。
冷却液箱上应当要安装用于清洗设备内部的高压冷却液喷枪和压缩空气喷枪。
所有的冷却液管路需要标贴表示冷却液流向的箭头标记。
所有的阀门需要标贴常态位置
需安装油水分离器,可参考皮带式撇油器,如有其他方式亦可,但不可撇除冷却液和磨屑。皮带式不可采用钢带,皮带寿命不低于1年。
在净液箱底部安装有抽吸功能的循环泵,将沉淀在箱体内的杂质通过管道抽出,并重新送回脏液箱进行再次过滤,如结构设计无沉淀则可没有
液箱设计需考虑排液和加液的接口,及观察和清理窗口
我公司长期提供【RFGL带式精加工磨床独立供液系统】,如果您对我们的【RFGL带式精加工磨床独立供液系统】感兴趣,请随时拨打下方的电话,点击留言或QQ与我交谈。联系我时,请说明是在供应商网上看到的,谢谢!
| 联系人 | 牟先生 |
|---|---|
| 电话 | 535-6029680 |
| 手机 | 𐃢𐃣𐃤𐃢𐃤𐃥𐃤𐃦𐃢𐃤𐃧 |